Combustion at coal-fired power plant produces many potentially
toxic pollutants including heavy metals (mercury, arsenic, cadmium, chromium, selenium,
uranium, and more) and criteria pollutants (lead, NOx, SO2, ozone, carbon monoxide,
and particulate matter). Other processes at the plants produce different
products requiring environmental remediation, including fly ash, bottom ash, and
various effluents and sludges. Criteria pollutants from coal-fired plants are
regulated at certain levels under the Clean Air Act. MATS, or mercury and air toxics are regulated at certain levels under the MATS rule. While there are other
methods for pollution abatement than listed here, I am focusing on the most
used methods.
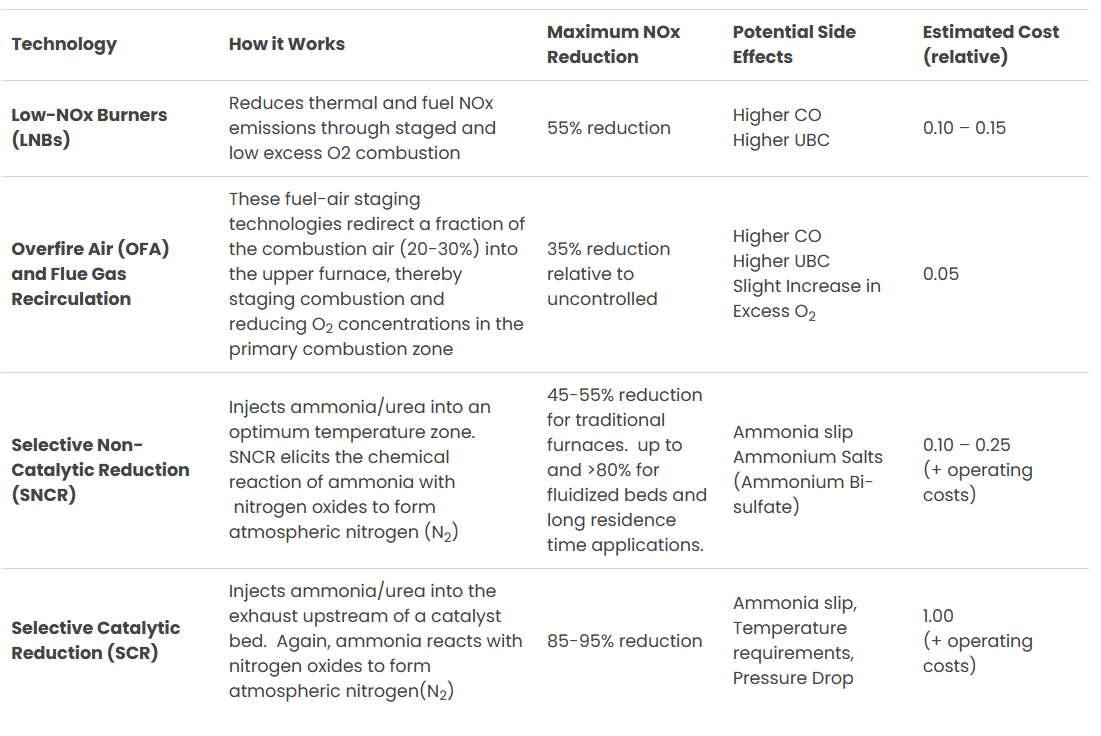
Overfire Air Systems to Reduce NOx: Combustion-Based
NOx Control
Nitrogen oxides (NOx)
is a precursor to ozone and is a major source of air pollution. Over-fire air
systems can reduce NOx by up to 60% or more. Air is injected into the combustion
zone of a coal, oil, or gas burner to enhance combustion. Combustion air is
diverted from the burners to make a fuel-rich zone in the lower furnace. Fuel-bound
nitrogen conversion to NO is inhibited. The result is less NOx released into
the atmosphere. Each individual coal combustion system is modeled with computational
fluid dynamics (CFD) to maximize combustion air penetration and optimize NOx
reduction. Overfire air systems are typically used in conjunction with low NOx
burners and flue gas recirculation. It is also known as fuel-air staging where
20-30% of the air is redirected utilizing various oriented ports and sometimes
boosters to increase pressure.
Selective Non-Catalytic Reduction (SNCR) and Selective
Catalytic Reduction (SCR): Post-Combustion NOx Control Where Ammonia or Urea is
Injected with or without a Catalyst to form N2 and H20
With SNCR and SCR
the reagent, ammonia or urea, is injected into the post-combustion flue gas. In
SCR systems the reagent is injected upstream of the catalyst bed. SCR systems offer
the highest NOx reductions but also the highest cost. They are customized to optimize
based on system sizes and configuration, temperatures, and fuel conditions. These
systems can be paired with an ammonia production facility. Ammonia can be made on-site
as needed from urea derived from fertilizer production.
Electrostatic Precipitators and Baghouses for Removing
Fly Ash Particles
Electrostatic precipitators
(ESPs) can remove more than 99% of fly ash particles produced by coal combustion.
The fly ash in the combustion exhaust passes through electrically-charged
plates which pull the particulates out of the flue gas stream. Low NOx burners
lead to higher carbon content in fly ash. That can change the parameters of
operation. Dry electrostatic precipitators can remove more than 99% of
particulates but adding a wet electrostatic precipitator can remove some of the
toxic gases and aerosols that a dry ESP misses. Wet ESPs are common in the
metallurgy industry. According to Dilip Kumar and Deepak Kumar in their 2018
book ‘Sustainable Management of Coal Preparation’, “Particles passing
through the precipitator are given a negative electrical charge by being forced
to pass through a region, called a corona, in which the gas ions flow. Once the
particle has been negatively charged, it is forced to the positively charged
plate. Particles are removed from the plate by a knocking action.” ESPs
require very little maintenance and have low operating costs. Wet ESPs are
smaller than dry ESPs. Dry ESPs are more energy efficient than wet ESPs. Wet
ESP’s can also address the formation of sulfur dioxide (SO2) sulfur trioxide (SO3)
and sulfuric acid mist (H2SO4) as we will see in the next section.
A baghouse is
basically a very large fabric bag that acts as a filter to collect dust or fly
ash. They typically capture 99% or more of particulates. The felt or woven fabric
collects dust via four methods:
“Inertial collection – Dust particles strike the fibers
placed perpendicular to the gas-flow direction instead of changing direction
with the gas stream.
Interception – Particles that do not cross the fluid
streamlines come in contact with fibers because of the fiber size.
Brownian movement – Submicrometre particles are diffused,
increasing the probability of contact between the particles and collecting
surfaces.
Electrostatic forces – The presence of an electrostatic
charge on the particles and the filter can increase dust capture.
A combination of these mechanisms results in formation of
the dust cake on the filter, which eventually increases the resistance to gas
flow. The filter must be cleaned periodically.
Baghouses are classified by the cleaning method used. The
three most common types of baghouses are mechanical shakers, reverse gas, and
pulse jet.”
Flue Gas Desulfurization (FGD): Wet Scrubbers
Utilizing Jet Bubbling Reactors and Spray Towers for Removing
Sulfur Dioxide (SO2)
Sulfur dioxide
is the main sulfur compound released from coal burning power plants. It is a toxic
pollutant. It is an acid gas. It is also responsible for what is known as acid
rain, where acidic deposition into streams, lakes, and soils is the result down
wind and down weather. About 85% of flue gas desulfurization systems installed
at U.S. coal-fired plants are wet scrubbers. Wet scrubbers achieve the highest
levels of SO2 removal at over 90%. The process is sometimes referred to as wet
limestone flue gas desulfurization. The flue gas is passed through a limestone
and water slurry. The limestone acts as a sorbent to collect the acid gas SO2. The
products after pass through are CO2 and calcium sulfite (CaCO3). The basic
reaction is as follows: CaCO3(s) +
SO2(g) → CaSO3(s) + CO2(g). If hydrated lime is used as the sorbent the
reaction is as follows: Ca(OH)2(s) + SO2(g) → CaSO3(s) + H2O(l). The CaCO3
may be further oxidized to make marketable gypsum as a byproduct to be used mainly
for drywall in the building industry and as a soil amendment in agriculture. That
reaction, known as forced oxidation, is as follows: CaSO3(aq) + 2H2O(l) + 1/2O2(g) →
CaSO4·2H2O(s). The following is from Wikipedia:
“Types of wet scrubbers used in FGD”
“To promote maximum gas–liquid surface area and residence
time, a number of wet scrubber designs have been used, including spray towers,
venturis, plate towers, and mobile packed beds. Because of scale buildup,
plugging, or erosion, which affect FGD dependability and absorber efficiency,
the trend is to use simple scrubbers such as spray towers instead of more
complicated ones. The configuration of the tower may be vertical or horizontal,
and flue gas can flow concurrently, countercurrently, or crosscurrently with
respect to the liquid. The chief drawback of spray towers is that they require
a higher liquid-to-gas ratio requirement for equivalent SO2 removal than other
absorber designs.”
“FGD scrubbers produce a scaling wastewater that requires
treatment to meet U.S. federal discharge regulations.[16] However,
technological advancements in ion-exchange membranes and electrodialysis
systems has enabled high-efficiency treatment of FGD wastewater to meet recent
EPA discharge limits.[17] The treatment approach is similar for other highly
scaling industrial wastewaters.”
Fly ash removal as covered above is considered a part of the
FGD system but is usually separate from the wet scrubbers. Fly ash is removed
first. Then the flue gas is passed through a sorbent that removes over 90% of
the SO2. The remaining SO2 in the water slurry can cause corrosion in downstream
equipment so the gases may be heated above their dew point and/or material that
resists corrosion can be used in some parts of the system. That material is
typically fiberglass reinforced plastic.
Spray towers
are typical coal-fired power plant wet scrubber designs as are jet bubbling
reactors. Spray towers are simple in design and easy to keep operational. Jet
bubbling reactors can remove up to 98% of SO2. They have to be monitored for
corrosion potential. Utilization of fiberglass reinforced plastic replacing
metal helps in some parts of the system. They are more expensive to install and
operate but selling the gypsum to the building and agricultural industries can
help offset that extra cost.
According to Daniel
Valero’s Fundamentals of Air Pollution (5th edition 2014):
“Wet-scrubbing
controls acid gases, metals, PM, and semivolatile organic compounds (SVOCs),
e.g. chlorinated dioxins and furans. Single-stage scrubbers can be used to
remove acid gases. Two-stage scrubbers can be used for acid gases and metals.
Three-stage systems having a two-stage scrubber followed by a high-efficiency wet
particulate control system are designed for improved control of fine
particulates, metals, and SVOCs. Single-stage scrubbers can also be installed following
other pollution controls for increased pollutant control (i.e. polishing
scrubbers).”
Wet scrubbers
of most types produce large amounts of wastewater that must be treated before
it is released back into the environment. This is relatively easy to do with
modern technologies but adds to costs. Wet scrubbers can also remove oxidized
mercury.
Other types of
wet scrubbers like the venturi scrubber have been used for droplets and mists
of sulfuric and phosphoric acids. These work effectively but require high
energy inputs. They also may condense volatile gases which may increase opacity
in the local sky.
There is even
a new technology being explored for simultaneous NOx and SO2 removal. It is a “combined
spray-and-scattered-bubble technology based on preozonation compared with spray
or jet bubble reactor technology, with removal efficiency increased by as much
as 17%, for the spray column and 18% for the bubble reactor for NOx and 11% for
the spray column, and 13% for the bubble reactor for SO2, for liquid/gas ratio
of 4 dm3/m3 or immersion depth of 100 m.” Liquid/gas ratio reflects the
total amount of water required. Energy consumption in this tech is 10% less
than spray tech. As of 2019 this was moving from lab stage to pilot stage of
development.
Automated Continuous Emissions Monitoring Systems
(CEMS)
Coal Ash Processing Systems
Coal ash is processed
with two main types of coal ash handling systems in order to transfer the ash
from boilers to storage units. Coal combustion residuals include several types
of solids: fly ash, bottom ash, boiler slag, and flue gas desulfurization
material such as gypsum. Fly ash is light ash that flies out with flue gases as
part of the ‘smoke’ of combustion. This is what ESPs capture. Bottom ash is in
solid form and accumulates in ash hoppers below the boilers. It is
non-combustible. It must be ground down. Fly ash handling systems direct the
fly ash through abrasion resistant heavy-duty steel from the flue to lockhoppers
and bins. It is then processed through feeders and pumps to ‘beneficiation’ equipment
that preps it for use in blocks and cement. It is then transferred to loading
facilities. Bottom ash handling systems involve scraping the sides and bottoms
of boilers into hoppers below then crushing it into manageable sizes. It is
then transferred via conveyer to another crusher which makes it smaller yet and
ready to be transferred to storage units. In the mid-2000’s most coal ash
handling systems changed from wet to dry since dry systems are more
environmentally benign. About two thirds of fly ash handling systems in the
U.S. are now dry systems. Bottom ash handling systems are still mostly wet but
new EPA CCR rules will lead to many more dry systems. Recirculation systems can
convert wet sluice assemblies into dry ash systems quickly. The recirculation
system is intended to reduce the moisture content of the ash while re-using the
water for additional cycles. This wet-to-dry conversion can save millions of
gallons of water use.
Some Byproducts from a Coal-Fired Plants
As mentioned, one
of the byproducts from flue gas desulfurization at a coal-fired plant may be gypsum
for the building and agricultural industries. Another may be slag left over
in the boilers. Slag may be sold to be used in shingle manufacturing and for
the blasting grit markets. A sellable byproduct becoming more common is the coal
ash itself after collection to be used in composite construction materials
and for other uses. Coal ash recovery systems at power plants are utilized to
treat or prep the ash before sale. Two types of beneficial use of fly ash are
in encapsulated and unencapsulated forms. Encapsulated coal ash is coal ash
that has been encapsulated into building products like bricks, concrete, wall
board, or roofing materials in such a way as it cannot escape into the
environment. The EPA reports that in 2018, 13.4 million tons of fly ash were
used in concrete/concrete products/grout making up a little over 30% of coal ash
use. Nearly another 30% of coal ash beneficial use was used in making gypsum during
flue gas desulfurization that may be encapsulated into wall board. In 2013 EPA developed
a methodology to evaluate encapsulated (and unencapsulated) coal ash so that
products must be demonstrated to release equal or less pollutants into the environment
than existing products used for those purposes. They determined that replacing Portland
cement in concrete with fly ash can have net environmental benefits. Coal ash beneficial
use in an unencapsulated form as dry particles or as a sludge has been used mainly
for structural fills/embankments. The same EPA rule applies to unencapsulated coal
ash. Use of unencapsulated coal ash makes up 20% of coal ash beneficial use.

Coal-fired Plant with Emissions Control Systems and Wastewater Streams. Source: U.S.EPA
U.S. EPA Coal Combustion Residuals (CCR) Guidelines
According to the
EPA:
“Coal ash, also referred to as coal combustion residuals
or CCRs, is produced primarily from the burning of coal in coal-fired power
plants. Coal ash includes a number of
by-products produced from burning coal, including:
1) Fly Ash, a very fine, powdery material
composed mostly of silica made from the burning of finely ground coal in a
boiler.
2)
Bottom Ash, a coarse, angular ash
particle that is too large to be carried up into the smoke stacks so it forms
in the bottom of the coal furnace.
3)
Boiler Slag, molten bottom ash from slag
tap and cyclone type furnaces that turns into pellets that have a smooth glassy
appearance after it is cooled with water.
4)
Flue Gas Desulfurization Material, a
material leftover from the process of reducing sulfur dioxide emissions from a
coal-fired boiler that can be a wet sludge consisting of calcium sulfite or
calcium sulfate or a dry powered material that is a mixture of sulfites and
sulfates.
Other types of by-products are:
) fluidized bed combustion ash,
6)
cenospheres, and
7)
scrubber residues.”
Coal ash is
potentially very dangerous stuff with concentrated levels of carcinogens and several
toxic heavy metals. Coal ash impoundments are required to have groundwater
monitoring wells around them since many such monitoring wells continue to detect
troubling levels of pollutants in nearby groundwater. More data provides more
accurate and more conclusive determinations of contaminant pathways. The CCR Part
B Final Rule was published on November 12, 2020. It gives facilities the option
to demonstrate to EPA that, “based on groundwater data and the design of a
particular surface impoundment, the operation of the unit has and will continue
to ensure there is no reasonable probability of adverse effects to human health
and the environment. EPA approval would allow the unit to continue to operate.”
On January 25, 2023 the EPA denied six facilities permission to continue
current CCR disposal. The reasons given were:
1)
Inadequate groundwater monitoring
networks.
2)
Failure to prove groundwater is monitored
to detect and characterize any elevated levels of contaminants coming from the
coal ash surface impoundment.
3)
Evidence of potential releases from the
impoundments and insufficient information to support claims that the
contamination is from sources other than the impoundments.
4)
Inadequate documentation for the design
and performance of the impoundment liners.
5)
Failure to meet all location
restrictions.
Again according to the EPA the CCR rule finalized in 2020
requires liners for coal ash impoundments that plan to continue receiving coal
ash:
“The court vacated provisions that allowed unlined
impoundments to continue receiving coal ash unless they leak, and classified
“clay-lined” impoundments as lined, thereby allowing such units to operate
indefinitely. In addition, EPA is establishing a revised date by which unlined
surface impoundments must cease receiving waste and initiate closure, following
its reconsideration of those dates in light of the USWAG decision. Lastly, EPA
is finalizing amendments proposed on August 14, 2019, to the requirements for
the annual groundwater monitoring and corrective action report and the
requirements for the publicly accessible CCR internet sites.”
U.S EPA Effluent Limitation Guidelines (ELG)
The EPA plans to strengthen
wastewater discharge standards from coal-fired power plants. Three wastewater
streams: flue gas desulfurization wastewater, bottom ash transport water, and
combustion residual leachate are targeted. According to the EPA:
“Coal-fired power plants discharge wastewater containing
pollutants into our nation’s waters. The discharges include toxic and
bioaccumulative pollutants such as selenium, mercury, arsenic, and nickel,
halogen compounds such as bromide, chloride, and iodide, nutrients, and total
dissolved solids. These pollutants can contaminate drinking water sources,
recreational waters, and aquatic life. In people, health risks may include
cancer and non-cancer effects and, in children, lowered IQs. In fish and
wildlife, the pollutants may cause deformities and reproductive harm. Many of
these pollutants can remain in the environment for years.”
EPA estimates that the new effluent limitations rule will
lead to a reduction of 584 million pounds per year of these pollutants.
References:
Over-Fire
Air (OFA) Systems: Deep-Staging for Maximum NOx Reduction. Fuel Tech. FT-109230_OFA.pdf
(ftek.com)
Combustion-based
NOx Control. EES Corporation. Combustion-based
NOx Emission Control | EES Corp
Sustainable
Management of Coal Preparation. Dilip Kumar and Deepak Kumar. 2018. Elsevier.
Electrostatic
Precipitator. Wikipedia. Electrostatic
precipitator - Wikipedia
Baghouse:
Wikipedia. Baghouse -
Wikipedia
Wet
Scrubber. Wikipedia. Wet
scrubber - Wikipedia
Coal
Ash Basics: U.S. EPA. Coal
Ash Basics | US EPA
Fundamentals
of Air Pollution. 5th Edition. Daniel Valero. Academic Press. 2014.
Coal
Ash Reuse: U.S. EPA. Coal
Ash Reuse | US EPA
A Primer
on Coal Ash Handling Systems. Process Barron. A
Primer on Coal Ash Handling Systems | ProcessBarron
Steam
Electric Power Generating Effluent Guidelines - 2023 Proposed Rule. U.S. EPA. Steam
Electric Power Generating Effluent Guidelines - 2023 Proposed Rule | US EPA
Simultaneous
removal of SO2 and NOx by a new combined spray-and-scattered-bubble technology
based on preozonation: from lab scale to pilot scale. Tong Si, Chunbo Wang ,Xuenan Yan, Yue
Zhang, Yujie Ren, Jian Hu, Edward J. Anthony. Applied Energy, Volume 242, 15 May
2019, pp. 1528-1538. *Microsoft
Word - Si et al (cranfield.ac.uk)
Fiberglass
plastics in power plants. D. Kelly. Power Engineering (Barrington) Journal
Volume: 111; Journal Issue: 8; Journal ID: ISSN 0032-5961. 2007. Fiberglass
plastics in power plants (Journal Article) | OSTI.GOV
Wet Flue
gas Desulfurization System. Ohio’s Electric Cooperatives. Cardinal Operating
Company WFGD
System FactSheet.pdf (firelandsec.com)
Hazardous
and Solid Waste Management System: Disposal of Coal Combustion Residuals From
Electric Utilities; A Holistic Approach to Closure Part A: Deadline To Initiate
Closure. U.S. EPA. August 28, 2020. Federal
Register :: Hazardous and Solid Waste Management System: Disposal of Coal
Combustion Residuals From Electric Utilities; A Holistic Approach to Closure
Part A: Deadline To Initiate Closure
No comments:
Post a Comment